 ×
×
On the second day of the exhibition, to align with the upcoming Spring/Summer fabric development demands, I dedicated an entire day exclusively to researching new materials and cutting-edge industry technologies.
My primary focus was the second floor of Hall 8, the dedicated zone for yarns and textile raw materials. After all, the genesis of any innovative fabric begins with the raw yarn.
Below are the findings from my research. Note: The following contains specialized technical terminology which may be complex. If you are unfamiliar with the jargon, feel free to skim and focus on the general descriptions.
Before diving into the specifics, let's review the official statistical data I compiled in 2025, as shown in the chart below:
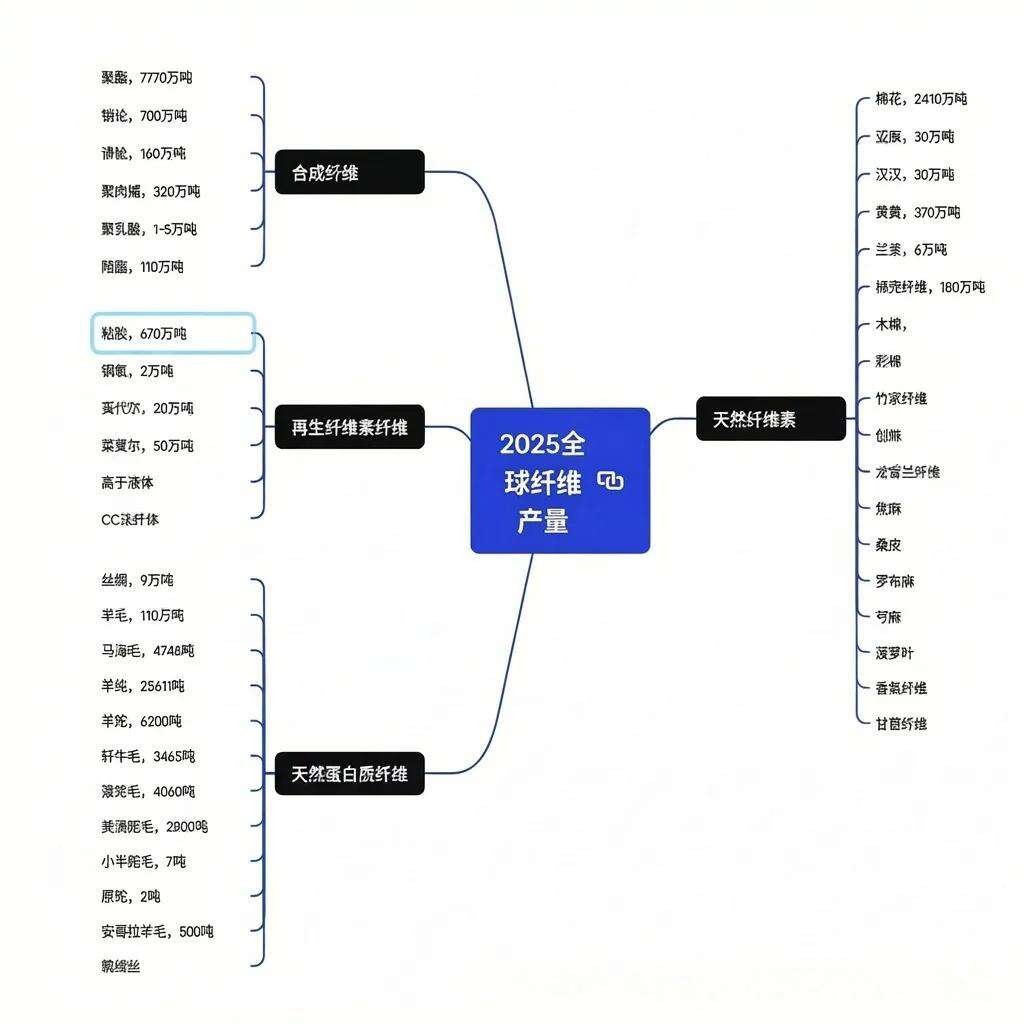
Extrapolating from this data, the total production volume of various fibers in 2026 is unlikely to experience major shifts. One indisputable fact remains: the total output of synthetic fibers continues to dominate the market by a massive margin.
The combined production of Lyocell, Modal, and Cupro—materials we often perceive as highly prevalent—has not surpassed 800,000 tons. From a macroeconomic perspective, this volume is still relatively niche. In stark contrast, Polyester and Nylon approach 80 million tons. The staggering gap between 800,000 and 80 million is hard to fully comprehend. For context, other familiar fibers like Viscose stand at 6.7 million tons, and Cotton at 24.1 million tons.
Based on this overall capacity distribution, our development focus should remain anchored in the two major categories: synthetic fibers and cotton. From a commercial standpoint, securing orders within these categories will naturally be more feasible.
Judging from the actual feedback gathered at the exhibition, the current industrial trajectory and new material developments are defined by the following trends:

While adding color masterbatch to spinning solutions is standard practice, some innovators have introduced subtle yet impactful refinements. By incorporating a "super black" masterbatch essence, the ultra-high color yield creates an exceptionally profound, pitch-black hue. Its aesthetic depth is truly distinctive, granting polyester fibers a uniquely striking dark finish.
This differentiated coloration injects a fresh selling point into otherwise standard black polyester fabrics. It proves that even a specialized shade can serve as a powerful tool for product differentiation.


In the journey from a drop of oil to a bolt of cloth, the extrusion of the spinning solution (melt) into yarn is a critical phase. Some innovate the formulation of the solution itself, while others take an alternative route, innovating at the spinneret nozzle. Ultimately, the spinning solution directly dictates the intrinsic properties of the yarn.
If we research and add new compounds or materials directly into the spinning solution, we can endow the yarn with inherent functionality. Unlike topical finishes that wash away, these physical enhancements offer long-lasting performance. This was highly visible at the exhibition, and indeed, most manufacturers are adopting this approach. We saw an astonishing variety of additives as companies showcased their proprietary solutions.
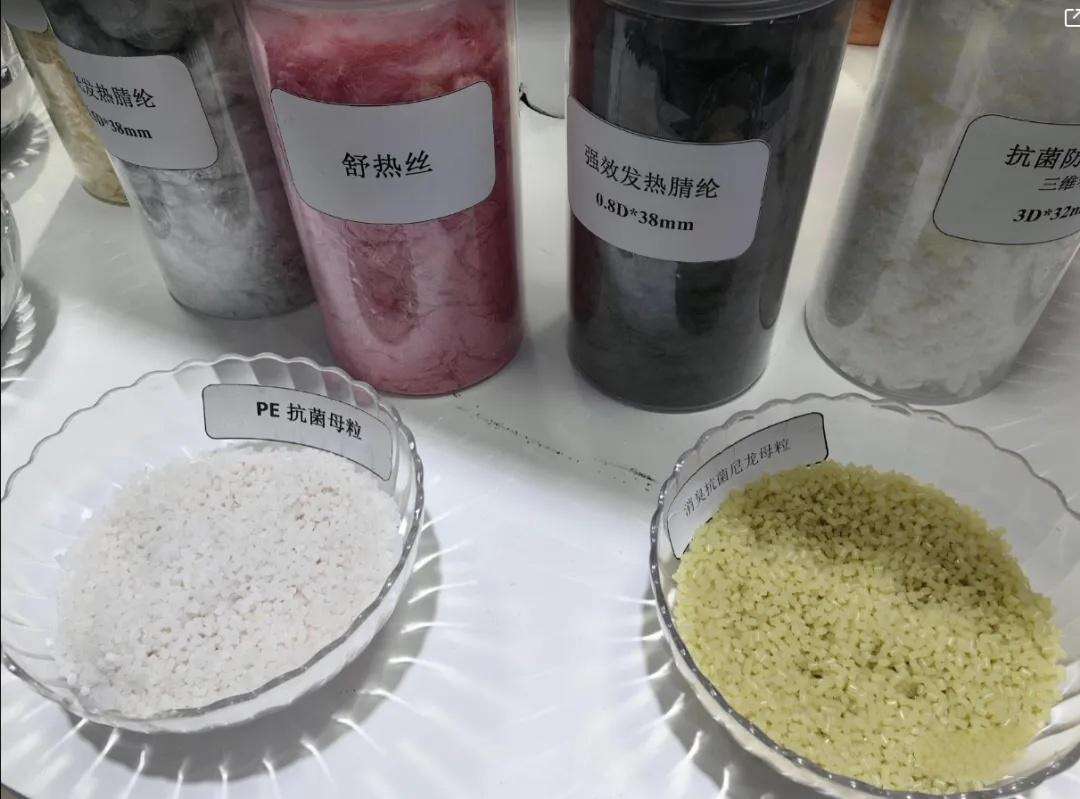

After touring the floor, it seemed some factories were trying to incorporate an entire traditional apothecary to achieve differentiation. Various shrubs, tree fruits, herbs, aromatherapy oils, and even coffee were introduced into spinning solutions via masterbatches to create functional yarns.
The most extreme example was grinding basalt rock into a fine powder and adding it to the solution. When worn, the basalt components reflect the human body's infrared rays, generating a thermal heating effect. They even had a small apparatus on-site to demonstrate this self-heating capability.
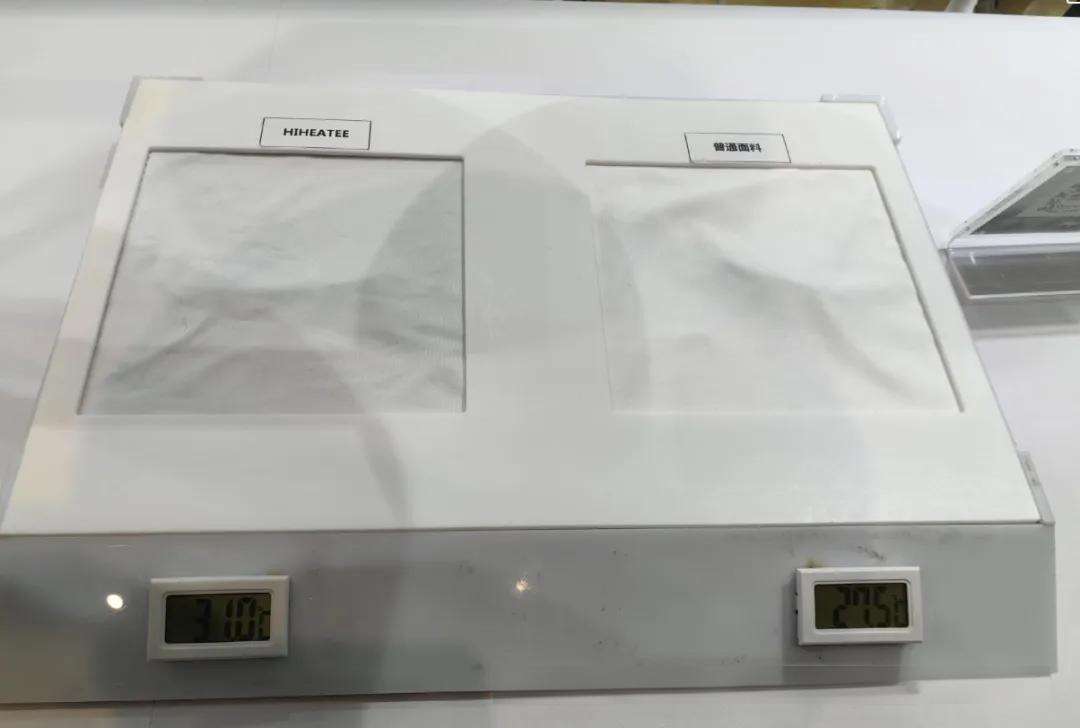
When identical fabrics were exposed to an infrared lamp (similar to a bathroom heat lamp) for the same duration, the enhanced fabric successfully demonstrated its self-heating properties.
I wasn't as surprised by the self-heating effect itself as I was by the cleverness of the demonstration apparatus. It occurred to me that if retail stores were equipped with similar testing devices, the concept of "self-heating" would transcend a humble hangtag. Seeing the effect with their own eyes would be a far more compelling selling point for consumers.
You might wonder why I am highlighting the concept of antibacterial properties separately. After all, didn't I just mention that adding relevant additives or botanical components could achieve this?
The reason I am isolating this topic is because I was genuinely captivated by one specific company's technology. While we can add a myriad of ingredients to indirectly achieve functional yarns, we often overlook the extreme heat of the spinning process. At such high temperatures, many compounds volatilize or suffer molecular breakdown. How much of the active ingredient actually survives? Furthermore, the addition ratio is typically a mere 5%. Under such constraints, the final effect is often negligible.
Based on standard industry pitches, most masterbatch additions can only truthfully be defined as bacteriostatic (inhibiting growth), rather than genuinely antibacterial or sterilizing.
However, someone has actually cracked the code. They developed a synthesized chemical compound: a macromolecular organic polyhaloamine. Theoretically, this organic compound can withstand temperatures up to 380°C without degrading. Embedded into the yarn via the melt process, its wash-resistant properties remain permanent. It survives the heat, and its active ingredients perform targeted destruction of fungal cell walls. The technological highlight is that the active compound selectively inactivates harmful bacteria carrying a negative surface charge, simultaneously cutting off the food supply for dust mites, ultimately neutralizing them.
Instead of relying on a token 5% addition to create a marketing gimmick where form outweighs function, they invested in developing genuine new materials that endure high temperatures and embed deeply within the fiber to deliver real performance. Sometimes, true innovation is simply putting immense effort into the invisible details.
This particular arena has long been dominated by Japanese and South Korean manufacturers, but domestic Chinese innovators are now making significant breakthroughs.
Take, for example, this company's temperature-regulating fiber. Let's look at the experimental demonstration first.


The experiment simulated the fabric's remarkable temperature-regulating capabilities under conditions of rapid heating and extreme cold.
This technology employs innovations such as hollow perfusion and parallel spinning at the melt spinneret. By utilizing bio-based, harmless palm oil, they successfully achieved the fiber's temperature-control effect.

The infused material (palm oil) liquefies when heated and solidifies into a white state at room temperature.


The stroke of genius lies in ingeniously injecting economical, eco-friendly, and harmless palm oil directly into the core of the fiber to regulate temperature.
You might logically wonder: in a 400°C melt spinning environment, palm oil would surely degrade. You are correct. Currently, this technology can only be applied to lower-temperature melt fibers like Viscose and Nylon.
Now, let's examine the technical briefing materials from the Toray (Japan) booth:
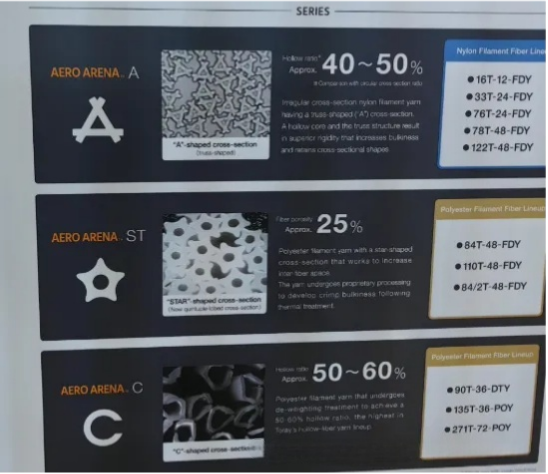
They can arbitrarily alter the cross-sectional shape of the fiber based on specific needs: hollow porous island-in-the-sea, triangular, pentagonal, or polygonal. These physical modifications endow standard PET with various functionalities. Without altering the molecular structure, they have drastically enhanced the fabric's physical performance purely through processing innovation.
Domestic manufacturers are aggressively catching up in fiber cross-section innovation.
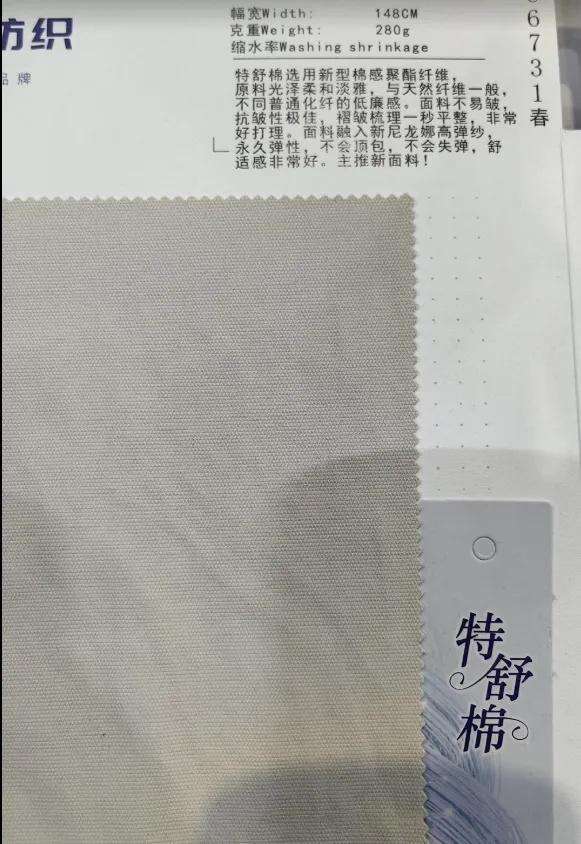
For instance, the ultra-cotton-like fabric (Teshu Cotton) shown here was developed under the leadership of Donghua University. By altering the shape of the spinneret—such as creating an "H" shape—they increased the surface area to form moisture-wicking channels, enhancing breathability and capillary action. Shaping it into a polygon grants the fabric bulkiness, altering the diffuse reflection of light to mimic the soft luster of natural cotton, eliminating the typical "polyester shine." Creating a grooved shape enhances the capillary effect, forming directional moisture channels to keep the skin dry and non-clingy. Finally, creating a hollow core achieves lightweight properties, trapping still air to boost thermal insulation and resilience, resulting in a light, warm garment.
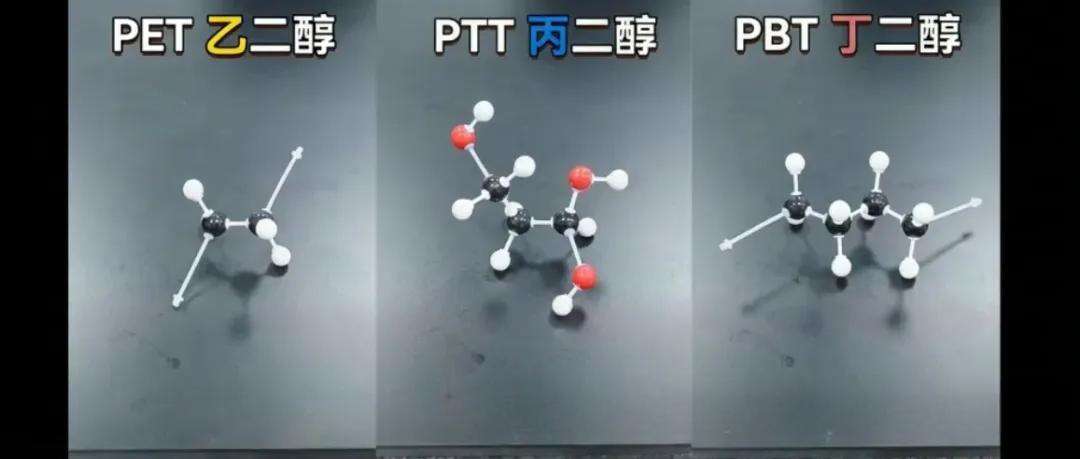
We all know that standard polyester fibers are derived from petroleum. What is less commonly known is that polyester is categorized into three types: PET, PBT, and PTT.
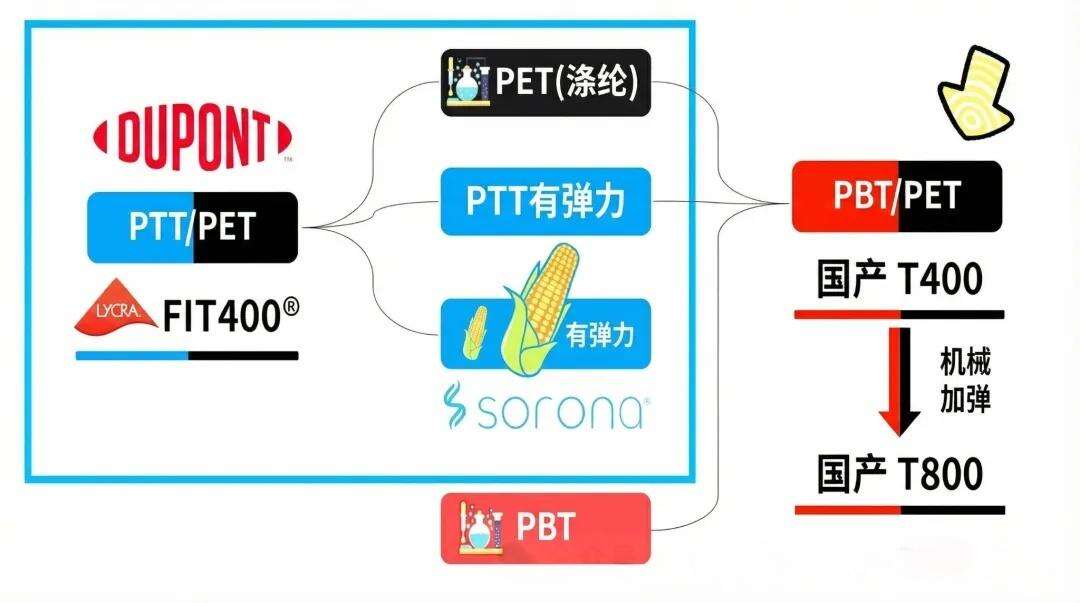
As illustrated, PET and PBT are refined from petroleum, whereas PTT is extracted from dent corn. In terms of both the cultivation scale of dent corn and the synthesis technology for PTT, our country lags behind others, resulting in a long-term reliance on imports.
A savvy observer might deduce that the melting and shrinking temperatures of these two components are undoubtedly different. If we melt and composite these two polyesters, wouldn't we achieve an elastic effect without using Spandex?
Looking at this image, it becomes clear: PET + PTT synthesizes the optimal non-spandex elastic polyester fiber. The spacing of the carbon bonds in PTT molecules is significantly larger than in PBT. This combination is precisely the famous T400 composite from DuPont. Because China lacks dent corn, domestic manufacturers must composite PET with PBT to create "domestic T400." Due to the differences in molecular spacing, its elasticity and hand-feel are noticeably inferior to DuPont's PET/PTT-based T400.
However, clever textile engineers devised a workaround: what if we twist and crimp the PET/PBT-based domestic T400 into a coiled, spring-like structure? Wouldn't that improve the elasticity? Absolutely. This is the origin of the widely known T800.
Ironically, whether you name it 400 or double it to 800, neither can surpass the natural elasticity generated by the synthesis of PET and PTT. Creative naming conventions cannot overcome the physical advantage of larger molecular spacing. In the face of hard-core technology, marketing rhetoric often falls flat.
If you have read this far, thank you. The new trends in the materials industry are not my final point. I want you to look at this photograph:

This photo was taken just after 9:00 AM on the second day of the exhibition, showing the queue of attendees waiting to enter the Toray booth. The line stretched for hundreds of meters—a truly spectacular sight.
It silently communicates a profound truth to all of us: even if we infuse dozens of botanical functions into our fabrics, innovate with hollow perfusions at the spinneret, or create complex cross-sections, we have yet to shake the technological dominance of these veteran fabric enterprises.
We might easily fall into the trap of thinking, "You call yours T400, so my T800 must be better," or "PET/PBT elasticity isn't that different from PET/PTT." But we ignore what is revealed under the microscope. That microscopic gap in molecular spacing is the definitive core technological advantage. This invisible detail is the true manifestation of a generational technological gap.
Taking that photo, standing before an endless line of industry professionals, I felt a deep sense of awe. Amidst racing thoughts, one conviction crystallized: the ultimate battleground in the future of the fabric industry will be pure technological competition. We will all transition from accepting technology, to understanding it, to trusting it, to creating it, and ultimately, relying entirely upon it.
This concludes my observation notes from the Intertextile Shanghai Apparel Fabrics 2026 Spring Edition.
 Hot News
Hot News2026-04-23
2026-03-23
2026-03-14
2026-03-13
2026-01-07
2026-01-06
Room 610, Building 1, Lvjing Business Plaza, Yuexi Sub-district, Wuzhong Economic Development Zone, Suzhou
Copyright © 2026 Light Source Couture. All rights reserved. Privacy Policy










